
Tài liệu
Hướng Dẫn Sử Dụng Máy Hàn HDPE
.jpg)
“Một đường ống tốt là đường ống có áp lực danh nghĩa bằng hoặc lớn hơn điểm yếu nhất của nó. Điều đó có nghĩa là, không chỉ ống và phụ kiện của đường ống tốt mà các mối nối, phương pháp nối và thiết bị thi công cũng phải đảm bảo chất lượng cao.
Hàn nóng chảy là phương pháp hàn quan trọng và phổ biến nhất cho các loại ống HDPE có kích cỡ đường kính danh nghĩa bằng hoặc hơn 110mm. Nó là phương pháp kết nối các đầu ống bằng cách nóng chảy và làm nguội có sự tác động của lực. Nó cho kết quả các mối nối cũng vững chắc như chính đường ống.
Nguyên tắc của hàn nhiệt là làm nóng vị trí nối đến nhiệt độ thiết kế (từ 200oC đến 220oC) dưới một lực tác động trong một khoảng thời gian nhất định. Sau đó ống được nối với nhau dưới một lực tác động cho đến khi kết nối thành một khối vững chắc.”
CÁC BƯỚC THỰC HIỆN
|
BƯỚC |
CÔNG VIỆC CẦN THỰC HIỆN |
HÌNH ẢNH |
|
1. |
Chuẩn bị hàn: Đây là giai đoạn quan trọng trước khi hàn ống.
|
|
|
2. |
|
|
|
3. |
|
|
|
4. |
|
|
|
5. |
|
|
|
6. |
|
|
|
7. |
|
|
|
8. |
|
|
|
9. |
|
|
|
10. |
|
|
|
11. |
|
|
|
12. |
|
|
|
13. |
|
|
|
14. |
|
|
|
15. |
|
|










Bảng 1 - Sự chênh lệch của độ gờ bề mặt đầu ống cho phép
|
ĐƯỜNG KÍNH ỐNG (mm) |
ĐỘ LỆCH TỐI ĐA CHO PHÉP (mm) |
|
>355 |
0.5 |
|
400<630 |
1.0 |
|
630<800 |
1.3 |
|
800<1000 |
1.5 |
|
>1000 |
2.0 |
Bảng 2 - Bảng thông số cài đặt
KĨ THUẬT VẬN HÀNH / HÀN ỐNG HDPE
(HÀN GIA NHIỆT ĐỐI ĐẦU THỦY LỰC)
Giải thích từ ngữ :
- Đẩy cần thủy lực vào: Đẩy cần thủy lực theo hướng hai đầu ống áp sát vào nhau.
- Kéo cần thủy lực ra: Kéo cần thủy lực theo hướng hai đầu ống ra xa nhau.
- T2: Thời gian gia nhiệt có áp thấp (thời gian ủ nhiệt).
- T5: Thời gian làm nguội (thời gian ổn định mới hàn).
- Po: Áp suất kéo.
- P: Áp suất hàn.
- P': Áp suất ủ nhiệt.
- (Các thông số này do nhà sản xuất máy hàn cung cấp)
Bước 1: Cài đặt thông số.
- Cài đặt T2, T5 (đối với máy có bộ đếm thời gian).
- Nhấn và giữ SET (10s) rồi bỏ ra, T2 chớp tắt liên tục, nhấn nút lên hoăc xuống cài đặt T2, nhấn SET.
- Đèn T5 chớp tắt , nhấn nút lên hoặc xuống cài đặt T5, nhấn SET để kết thúc cài đặt.
- Cài đặt áp suất.
- Xác định Po (áp suất kéo): Đẩy cần thủy lực vào, vặn nút điều chỉnh áp suất theo chiều kim đồng hồ cho đến khi ống vừa dịch chuyển, xác định Po.
- Cài đặt áp suất hàn P = Po + P1 : Đẩy cần thủy lực vào cho hai đầu ống chạm vào nhau và giữ lại, vặn nút điều chỉnh áp xuất cho đến khi đạt P.
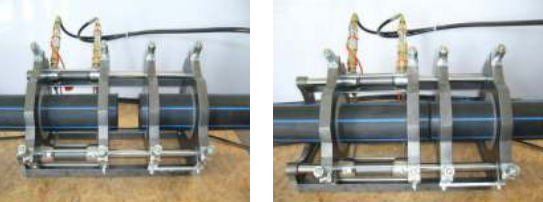
Bước 2 : Chuẩn bị :
Lắp ống vào bộ kẹp ống, đầu ống thừa ra khoảng 5cm - nếu dài hơn sẽ không để máy vát vào được, siết bulon đều tay và vừa chặt để hạn chế độ lệch tâm. Vệ sinh hai đầu ống.
- Đưa máy vát vào và mở máy.
- Đẩy cần thủy lực vào để hai đầu ống áp sát vào máy vát.
- Bỏ tay ra khỏi cần thủy lực,
vặn từ từ nút xả áp lực theo chiều ngược kim đồng hồ cho đến khi kim đồng hồ áp lực chỉ Po rồi vặn chặt lại.
Sau 30s hoặc lâu hơn (tùy theo đâu ống) tắt máy vát, kéo cần thủy lực ra và lấy máy vát ra ngoài.
- Đẩy cần thủy lực vào, kiểm tra độ đồng tâm, nếu chưa đồng tâm thì siết, nhả các bulon.
- Kiểm tra độ phẵng của mặt cắt, nếu hai mặt ống chưa sát, vát lại. Kéo cần thủy lực ra, vệ sinh hai đầu ống.
- Bước 3 : Gia nhiệt và hàn.
- Đưa đĩa nhiệt vào, đẩy cần thủy lực vào cho hai đầu ống áp vào hai mặt đĩa nhiệt, giữ cần thủy lực vào khoảng thời gian T1 (10s - 15s), bỏ tay ra khỏi cần thủy lực. Vặn từ từ nút xả áp thủy lực theo chiều ngược kim đồng hồ cho đến khi kim đồng hồ áp lực chỉ P' = Po + P2 , sau đó vặn chặt lại theo chiều kim đồng hồ. Nhấn T2.Còi báo hiện kêu lên (hết thời gian gia nhiệt), kéo cần thủy lực ra để ống tách khỏi đĩa nhiệt, nhanh tay lấy đĩa nhiệt ra(T3).Đẩy cần thủy lực vào lại để hai đầu ống dính vào nhau giữ khoảng T4 (5 - 15s), bỏ tay ra khỏi cần thủy lực, nhấn T5 (thời gian làm nguội).Hết thời gian T5 , còi báo hiện kêu lên, kết thúc quá trình hàn.
HƯỚNG DẪN THAO TÁC HÀN ỐNG HDPE TRÊN
MÁY HÀN GIA NHIỆT THỦY LỰC
I. Các quy định an toàn và thông số kỹ thuật cần lưu ý:
- Trước khi sử dụng máy, người vận hành phải đọc kỹ các hướng dẫn để đảm bảo an toàn cho người và thiết bị khi vận hành
- 1. Máy hàn ống nhựa dùng thủy lực sử dụng hàn ống PE, PP, HDPE…cho các loại ống có đường kính ngoài từ 63 ÷ 450mm…
- 2. Không sử dụng máy trong truờng hợp trời mưa, khu vực làm việc ẩm ướt hoặc khu vực có chất dễ gây cháy nổ
- 3. Bề mặt đĩa nhiệt phải luôn vệ sinh sạch sẽ bằng vải mềm, tránh làm trầy xước lớp sơn chống dính
- 4. Ống trước khi tiến hành hàn phải làm vệ sinh sạch khu vực cần hàn, tránh bụi bẩn bám vào bề mặt hàn gây ảnh hưởng đến chất lượng mối hàn
- 5. Mang găng tay trong quá trình kiểm tra lưỡi dao hay di chuyển đĩa nhiệt
- 6. Đĩa nhiệt và đĩa vát ống phải đặt vào đồ gá riêng khi không sử dụng
- 7.Người sử dụng máy phải có trách nhiệm, có chuyên môn và đã được hướng dẫn vận hành.
- 8. Nguồn điện cung cấp 220V±10%, 50Hz.
- 9. Cần cung cấp nguồn điện phù hợp với công xuất ghi trên từng loại máy cụ thể
- 10. Kiểm tra áp suất làm việc tối đa, dung tích thùng dầu, chủng loại dầu để đổ dầu cho phù hợp với từng loại máy cụ thể.
- 11. Trước khi sử dụng máy, đổ dầu thuỷ lực cho máy để đảm bảo chắc chắn máy có đủ dầu để làm việc; mức dầu phải vượt quá 2/3 bình dầu.
- 12. Nhiệt độ của đĩa nhiệt lớn nhất khoảng 270OC nên khi vận hành chú ý không được đụng vào mặt đĩa nhiệt.
II. Quy trình hàn ống
- A. Chuẩn bị và lắp ráp máy
- - Kiểm tra nguyên liệu, đường kính và bề dày ống
- - Làm sạch bề mặt đĩa nhiệt và bề mặt ống chuẩn bị hàn
- - Kết nối thiết bị gá ống và hệ thống thủy lực bằng khớp nối nhanh.
- - Kết nối đĩa nhiệt với nguồn điện qua ổ cắm.
- - Chuẩn bị đồ gá theo đúng đường kính ống chuẩn bị hàn.
- - Cài đặt nhiệt độ và thời gian phù hợp theo kích cỡ và bề dày ống.
- * Lưu ý: Về các khoảng thời gian trong quá trình hàn ống, có thể không cần cài đặt trên máy mà sử dụng các thiết bị khác như đồng hồ đeo tay, đồng hồ đếm thời gian. Do có nhiều khoảng thời gian xảy ra liên tục trong quá trình hàn.
- B. Tiện đầu ống và hàn ống:
- - Đưa ống vào thiết bị gá. Phần ống ở bên ngoài thiết bị gá cần được giữ thẳng, đồng tâm với ống trong thiết bị gá. Siết chặt ốc vít để giữ chặt ống (nếu ống có đường sọc màu thì nên gá sao cho các đường sọc màu nằm đối xứng nhau)
- - Đo áp suất kéo: Mở van điều chỉnh áp suất tại vị trí thấp nhất, khoá chặt van tay gạt sau đó đẩy và giữ cần van đóng mở (Direction valve) về phía trước đồng thời chỉnh van điều chỉnh áp suất cho tới khi xilanh bắt đầu chuyển động, đó chính là điểm áp suất kéo của hệ thống (Po).
- - Gạt van đóng mở sang vị trí đóng và chỉnh áp suất thủy lực của hệ thống đến mức P1+Po bằng cách vặn van điều chỉnh áp suất (mức áp suất hệ thống này chỉ cần điều chỉnh 1 lần cho từng cỡ ống).
- - Gạt van đóng mở sang vị trí mở, sau đó chỉnh van tay gạt (van xả áp) ngược chiều kim đồng hồ để xả áp suất về giá trị thấp nhất. Di chuyển đĩa vát vào giữa 2 đầu ống cần hàn và mở công tắc cho đĩa vát hoạt động.
- - Gạt van đóng mở sang vị trí đóng sau đó vặn van tay gạt từ từ theo chiều kim đồng hồ để tăng áp suất cho tới khi xilanh di chuyển và ống bắt đầu được tiện bằng,
- - Đẩy cần van thuỷ lực đóng mở vào vị trí giữa và đợi cho đến khi ống đã được tiện phẳng đầu thì gạt van đóng mở sang vị trí mở, tắt đĩa tiện và di chuyển đĩa tiện về vị trí đồ gá đồng thời vặn van tay gạt theo chiều kim đồng hồ tới khi đóng hết.
- - Gạt van đóng mở sang vị trí đóng để kiểm tra độ lệch của 2 đầu ống. Độ lệch lớn nhất không vượt quá 10% chiều dày ống. Có thể cân chỉnh độ lệch bằng cách siết chặt hoặc nới lỏng các bulông kẹp chặt. Khi độ lệch lớn quá 10% thì phải căn chỉnh và vát ống lại.
- - Khi đĩa nhiệt đạt nhiệt độ cài đặt, di chuyển đĩa nhiệt vào giữa 2 đầu ống cần hàn. Gạt van thuỷ lực đóng hệ thống kẹp để tiến hành gia nhiệt ống cho đến hết thời gian t1 (thời gian gia nhiệt có áp t1) – sau đó vặn van tay gạt ngược chiều kim đồng hồ để giảm bớt áp suất cho đến mức P2+Po và để như vậy cho đến hết thời gian t2 (thời gian gia nhiệt tăng cường t2)
- - Sau khi hết thời gian gia nhiệt t2, chuyển van đóng mở sang vị trí mở đồng thời phải di chuyển đĩa nhiệt ra khỏi vị trí hàn và đặt trở lại đồ gá, nhanh tay đẩy van đóng mở về vị trí đóng để hàn ống (bắt đầu tính thời gian t4: thời gian hàn có áp) sau đó chỉnh van tay gạt theo chiều kim đồng hồ cho đến hết để tăng áp suất trở lại mức P1+Po. Tổng thời gian dành cho quá trình thao tác này là t3 (thời gian chuyển đổi). Lưu ý thao tác nhanh tay, tránh để cho nhựa chảy dẻo ở 2 đầu ống nguội đi sẽ gây ảnh hưởng đến chất lượng mối hàn
- - Giữ cần van đóng mở ở vị trí đóng cho đến hết thời gian t4 , sau đó gạt cần van đóng mở về vị trí giữa để bắt đầu thời gian t5. (thời gian làm nguội t5).
- - Sau khi hết thời gian làm nguội, gạt van tay gạt theo chiều ngược kim đồntg hồ để xả hết áp của hệ thống (phải chú ý thao tác xả áp, tránh gạt nhầm van đóng mở sẽ làm bung mối hàn ra) sau đó tháo các má kẹp ống ra và di chuyển ống đã hàn ra khỏi máy hàn . Quá trình hàn kết thúc.
III. Kiểm tra mối hàn
- Có thể kiểm tra mối hàn băng cách phối hợp đo kích thước chiều rộng mối hàn (xem bảng thông số cài đặt) và xem xét biên dạng hình thành của mối hàn như sau:
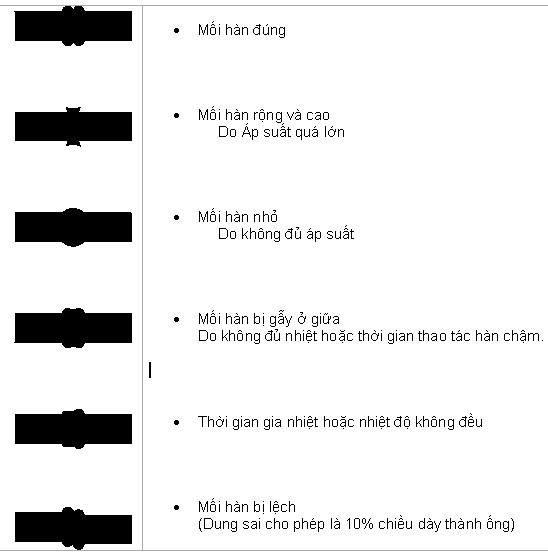
IV. Bảng thông số cài đặt
.JPG)
.JPG)
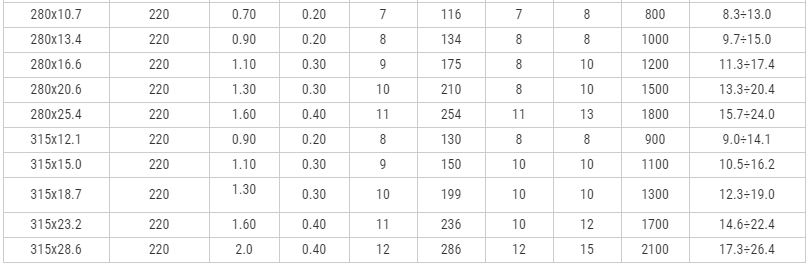
· P1: Áp suất hàn
· P2: Áp suất gia nhiệt tăng cường
· Giá trị thực tế của P1, P2 phải cộng thêm áp suất kéo (P0) của hệ thống.0
V. Hướng dẫn cài đặt thời gian và nhiệt độ cho máy
· Cài đặt bộ điều khiển nhiệt độ
- Nhấn “SET” và giữ quá 3 giây cho tới khi hiện lên chữ “sd” trên màn hình.
- Nhấn Ñ hoặc D để thay đổi giá trị danh nghĩa (khi nhấn Ñ hoặc D thì giá trị sẽ tự động tăng hoặc giảm ).
- Sau khi cài đặt xong nhấn “SET” để thoát ra ngoài màn hình chính.
· Cài đặt thời gian
Cài đặt thời gian gia nhiệt tăng cường t2 và thời gian làm nguội t5 sử dụng đồng hồ cài đặt thời gian (Các khoảng thời gian trong quá trình hàn có thể sử dụng các thiết bị khác như đồng hồ..để ghi nhận. Việc cài đặt thời gian bằng đồng hồ thời gian này có thể hạn chế hoặc không nhất thiết phải sử dụng)
.jpg)
Các bài viết khác
- BẢNG GIÁ CHO THUÊ MÁY HÀN HDPE,PPR CƠ VÀ THỦY LỰC (08.06.2019)
- Bảng Báo Giá Máy Hàn PPR & HDPE Các Cỡ (11.11.2018)
